

اخبار صنعت


اخبار صنعت
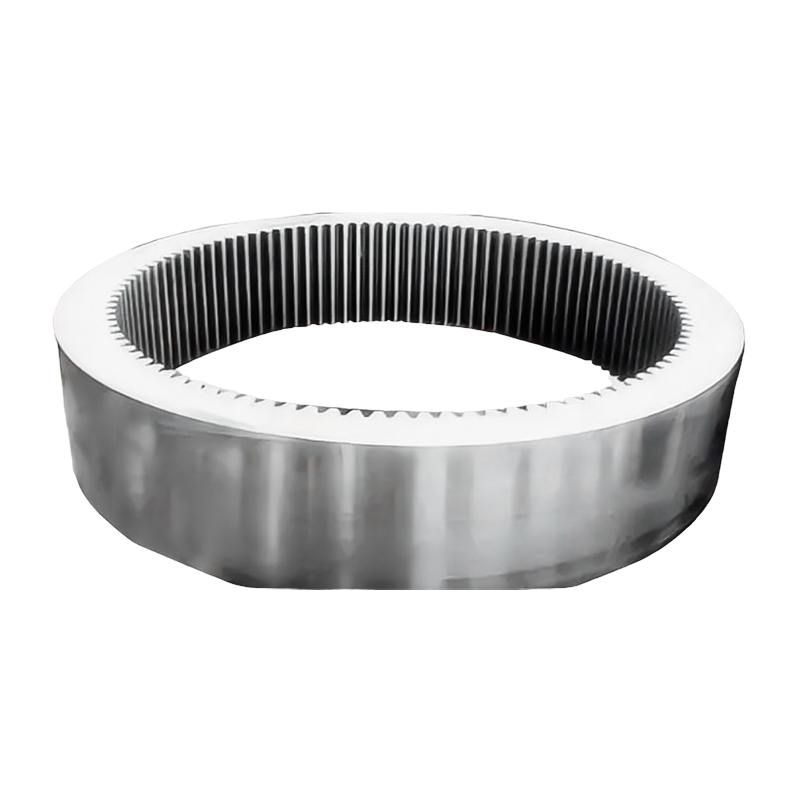
عمر مفید فورجینگ گیربکس توربین بادی چقدر است؟
2026-05-08
عمر مفید طراحی شده فورجینگ گیربکس توربین بادی است معمولا 20 سال ، که با طول عمر عملیاتی استاندارد یک توربین بادی مدرن مطابقت دارد. تحت انتخاب بهینه مواد، کیفیت ساخت، مدیریت روانکاری و شیوههای نگهداری، قطعات آهنگری با کارایی بالا - از جمله چرخدندههای حلقه، حامل سیارهها، شفتها و فلنجها - میتوانند به این هدف برسند یا از آن فراتر روند. با این حال، عمر سرویس واقعی بسته به چرخه بار، شرایط محیطی و نظم و انضباط تعمیر و نگهداری به طور قابل توجهی متفاوت است، و در برخی از تاسیسات، آهنگری ها بقای خود را مستند کرده اند. 25 سال یا بیشتر بدون تعویض
چرا 20 سال استاندارد طراحی صنعت است؟
عمر طراحی 20 ساله برای اجزای پیشرانه توربین بادی دلخواه نیست - این از چارچوب مالی و ساختاری پروژههای انرژی بادی ناشی میشود. اکثر قراردادهای تامین مالی مزارع بادی، قراردادهای خرید نیرو و مجوزهای مجوز در حدود یک دوره پروژه 20 ساله تنظیم شدهاند، بنابراین طراحان توربین، تمام اجزای اصلی ساختاری و مکانیکی را مهندسی میکنند تا در محدودههای خستگی ایمن در آن دوره باقی بمانند.
به طور خاص برای فورجینگ گیربکس، استاندارد IEC 61400-1 بارهای طراحی توربین بادی را کنترل می کند، در حالی که اجزای دنده و یاتاقان بر اساس ISO 6336 (خستگی چرخ دنده) و ISO 281 (عمر یاتاقان) اندازه می شوند. این استانداردها طیف های بار، فاکتورهای ایمنی و محاسبات خستگی را تعریف می کنند که در مجموع یک حداقل عمر طراحی 20 ساله در سطح قابلیت اطمینان 97.5٪ برای آهنگری های حیاتی پیشرانه
با افزایش علاقه به پروژه های افزایش عمر - که در آن اپراتورها به دنبال اجرای توربین ها فراتر از عمر طراحی اولیه خود هستند تا بازده سرمایه را به حداکثر برسانند - بسیاری از قطعات جعلی اکنون در حال مهندسی هستند تا 25 یا 30 سال خستگی زندگی می کند در طراحی های جدیدتر توربین، پروتکل های تعمیر و نگهداری به دقت دنبال می شوند.
عوامل کلیدی که عمر سرویس فورجینگ های گیربکس را تعیین می کنند
عمر مفید صرفاً تابعی از طراحی نیست - بلکه نتیجه تجمعی کیفیت مواد، دقت ساخت، بارگذاری عملیاتی و کیفیت نگهداری است. عوامل زیر بیشترین تأثیر قابل اندازه گیری را دارند:
درجه مواد و تمیزی
فورجینگ های گیربکس توربین بادی معمولاً از فولادهای پر آلیاژ تولید می شوند 18CrNiMo7-6، 20MnCr5، یا 42CrMo4 ، برای ترکیبی از چقرمگی هسته و سختی پذیری سطح انتخاب شده اند. تمیزی فولاد - به ویژه محتوای اجزای غیر فلزی مانند سولفیدها و اکسیدها - بسیار مهم است: محتوای گنجاندن بالاتر از آستانه پذیرفته شده به عنوان محل شروع برای ترک های خستگی عمل می کند. فولادهای گاز زدایی شده با پاتیل تصفیه شده با خلاء با محتوای اکسیژن در زیر 15 پی پی ام در آزمایشهای خمشی چرخشی در مقایسه با فولادهای ذوب شده معمولی، عمر خستگی بسیار طولانیتری را نشان میدهند.
فرآیند آهنگری و ساختار دانه
فرآیند آهنگری ساختار دانههای ریختهگری شده شمشهای فولادی را به یک جریان دانهای متراکم و جهتدار که از هندسه جزء نهایی پیروی میکند، اصلاح میکند. این هم ترازی جریان دانه مقاومت در برابر انتشار ترک خستگی را افزایش می دهد 20-40٪ در مقایسه با میله های ماشینکاری شده با توجه به داده های تست خستگی نسبی، از همان درجه مواد. آهنگری قالب بسته با نسبتهای کاهش کنترلشده، پالایش دانهها را در سراسر مقطع تضمین میکند، از جمله در بخشهای دیواره ضخیم مانند تارهای حامل سیاره.
کیفیت عملیات حرارتی
فرآیندهای سخت شدن کیس - معمولا کربوره کردن و سپس خاموش کردن و تمپر کردن - یک لایه سطحی سخت و مقاوم در برابر سایش (معمولاً 0.8 تا 2.0 میلی متر عمق قاب موثر) روی یک هسته سخت ایجاد کنید. تنشهای پسماند فشاری وارد شده در رابط کیس-هسته، مکانیسم اولیهای است که شروع ترک خستگی را در ناحیه تماس ریشه و پهلو به تاخیر میاندازد. انحراف در اتمسفر کربن دار، یکنواختی دما، یا سرعت خاموشی منجر به عمق غیر یکنواخت کیس یا حفظ سطوح آستنیت در بالاتر از حد می شود. 25% ، که هر دو به طور قابل توجهی عمر خستگی را کاهش می دهند.
طیف بار واقعی در مقابل طراحی
فورجینگ های گیربکس برای یک طیف بار محاسبه شده بر اساس کلاس باد محل توربین اندازه می شوند. هنگامی که یک توربین در مکانی با میانگین سرعت باد بالاتر از طراحی یا تندبادهای متلاطم مکرر نصب می شود، آسیب خستگی تجمعی سریعتر از مدل طراحی پیش بینی شده انباشته می شود. مطالعات میدانی نشان داده است که گیربکس های نصب شده در سایت های خشکی با تلاطم بالا می توانند عمر خستگی نظری خود را در 12-15 سال به جای 20، حتی زمانی که آهنگری خود عاری از نقص تولید باشد.
روغن کاری و کنترل آلودگی
ضخامت لایه روان کننده در ناحیه تماس دندانه چرخ دنده، عامل اصلی جلوگیری از خستگی سطح (میکروپیچ و ماکروپیتینگ) است. هنگامی که نسبت لامبدا - نسبت ضخامت لایه روغن به زبری سطح کامپوزیت - کمتر می شود 1.0 تماس فلز با فلز رخ می دهد و خستگی سطح به سرعت شروع می شود. ورود آب بالا 0.1 درصد حجمی در روغن گیربکس با افزایش شکنندگی هیدروژن و کاهش استحکام لایه روان کننده، خستگی سطح یاتاقان و دنده را به طور چشمگیری تسریع می کند. تعداد ذرات آلودگی بالاتر از کلاس پاکیزگی ISO 4406 16/14/11 مستقیماً با کاهش عمر یاتاقان در برنامه های نظارت بر گیربکس باد مرتبط است.
مقایسه عمر سرویس بر اساس نوع قطعه آهنگری
| جزء جعلی | عمر طراحی معمولی | حالت شکست رایج | عامل محدود کننده زندگی |
|---|---|---|---|
| چرخ دنده حلقه ای (حلقه ای) | 20-25 سال | خستگی خم شدن ریشه دندان | یکنواختی عمق مورد، طیف بار |
| حامل سیاره | 20 سال | خستگی ساختاری در اتصالات وب | تمرکز تنش، جریان دانه آهنگری |
| شفت کم سرعت (LSS) | 20-25 سال | خستگی پیچشی، ناراحتی در راه های کلید | پرداخت سطح، تحمل مناسب |
| شفت پر سرعت (HSS) | 20 سال | سوراخ شدن سطح در صندلی های بلبرینگ | کیفیت روانکاری، تراز |
| فلنج و کوپلینگ دنده | 20-30 سال | ترک خوردگی خستگی در سوراخ پیچ | پیش بار پیچ، حفاظت در برابر خوردگی |
چگونه مقاومت خستگی در آهنگری ساخته می شود
مقاومت در برابر خستگی - توانایی تحمل میلیون ها چرخه تنش مکرر بدون شروع ترک - مهمترین ویژگی آهنگری گیربکس است. چندین مرحله تولید در ترکیب برای به حداکثر رساندن آن کار می کنند:
- شات سوراخ شدن پهلوها و ریشه های دندان دنده تنش های پسماند فشاری تا 600 تا 800 مگاپاسکال را در سطح معرفی می کند، که مستقیماً با تنش های کششی ایجاد شده در هنگام بارگذاری دندان که در غیر این صورت باعث انتشار ترک می شود، مخالف است.
- نسبت های کاهش آهنگری کنترل شده حداقل 4:1 برای اطمینان از شکست کامل ساختار دندریتی شمش اصلی و اندازه دانه یکنواخت در سراسر مقطع آهنگری مشخص شده است.
- تست اولتراسونیک (UT) و بازرسی ذرات مغناطیسی (MPI) برای 100٪ آهنگری های گیربکس که برای کاربردهای انرژی باد استفاده می شود، ناپیوستگی های داخلی و سطحی را که نمی توان به صورت بصری شناسایی کرد، اعمال می شود.
- پس از خاموش کردن تلطیف می شود شکنندگی ایجاد شده توسط تبدیل مارتنزیتی را کاهش می دهد در حالی که سختی بالا را حفظ می کند 58-62 HRC در مورد قطعات دندانه دنده.
- تلورانس های ابعادی محکم (درجه دقت دنده AGMA 11 یا معادل ISO 5) تقویت بار دینامیکی ناشی از فاصله دندانه ها و خطاهای پروفیل را به حداقل می رساند و مستقیماً بار خستگی را نسبت به گشتاور اسمی ارسالی کاهش می دهد.
روش های تعمیر و نگهداری که عمر سرویس آهنگری را افزایش می دهد
در صورت غفلت از تعمیر و نگهداری، حتی آهنگرهای باکیفیت نیز پیش از موعد از کار می افتند. اقدامات زیر تأثیر مثبتی بر طول عمر آهنگری گیربکس ثبت کرده است:
نمونه برداری و تجزیه و تحلیل روغن
نمونه گیری منظم روغن - معمولاً هر 3-6 ماه - قبل از اینکه آسیب ماکروسکوپی رخ دهد، بقایای سایش اولیه را از سطوح دنده و یاتاقان تشخیص می دهد. آنالیز فرووگرافیک نمونه های روغن می تواند ریزپیتینگ دندان دنده را تا حدی شناسایی کند 6-12 ماه قبل از اینکه به سمت پوسته شدن قابل مشاهده پیشرفت کند، اجازه می دهد تا یک مداخله تعمیر و نگهداری برنامه ریزی شده به جای جایگزینی اضطراری انجام شود.
مانیتورینگ ارتعاش
نظارت مستمر ارتعاش از طریق شتابسنجهای نصبشده بر روی محفظه گیربکس، هارمونیکهای فرکانس مش دنده و فرکانسهای نقص یاتاقان را که مشخصه حالتهای خرابی خاص در آهنگری هستند، ثبت میکند. سیستمهای نظارت بر وضعیت با آستانههای هشدار خودکار به اپراتورها اجازه میدهند تا علائم لرزش غیرعادی را تشخیص دهند. هفته ها تا ماه ها قبل از شکست فاجعه بار ، کاهش خرابی برنامه ریزی نشده و آسیب ثانویه به اجزای مجاور.
تراز و بازرسی بازوی گشتاور
ناهماهنگی بین محور روتور و ورودی گیربکس، توزیع بار غیریکنواخت را در سطح دندانههای چرخ دنده ایجاد میکند و باعث میشود یک انتهای دندان بارهای نامتناسب زیادی را حمل کند. مقادیر ضریب توزیع بار کناری در بالا K_H_beta = 1.3 (بر اساس ISO 6336) به عمر خستگی طولانی مدت آسیب می رساند. بازرسی و اصلاح سالانه تراز پیشرانه می تواند به طور قابل اندازه گیری میزان انباشت آسیب خستگی را در آهنگری های سیاره ای و چرخ دنده حلقه ای کاهش دهد.
تأیید گشتاور پیچ
فلنج های آهنگری ساختاری و مجموعه های حامل برای حفظ یکپارچگی اتصال بر پیش بارگذاری صحیح پیچ تکیه دارند. بست های شل اجازه حرکت میکرو را در سطوح جفت می دهند و باعث ایجاد سایش و ترک های خستگی در سوراخ های پیچ می شوند. تأیید گشتاور در هر بازه خدمات اصلی - معمولاً سالانه یا بعد از آن معادل 50000 ساعت کار - از شل شدن پیشرونده مفصل جلوگیری می کند که در غیر این صورت تا زمانی که ترک خوردگی فلنج تشخیص داده نشود قابل مشاهده نیست.
تمدید عمر بیش از 20 سال
با افزایش سن ناوگان بادی جهانی، افزایش عمر توربین های موجود از نظر اقتصادی به یک گزینه مهم تبدیل شده است. توربینهایی که برجها و پایههای آنها از نظر ساختاری سالم باقی میمانند، اما عمر طراحی اولیه آنها 20 سال نزدیک است، میتوانند برای ادامه کار ارزیابی شوند، و آهنگری گیربکس یکی از موارد ارزیابی کلیدی است.
ارزیابی افزایش طول عمر برای فورجینگ گیربکس معمولاً شامل موارد زیر است:
- محاسبه مصرف خستگی - مقایسه تاریخچه بار واقعی (از داده های SCADA) با طیف بار طراحی اصلی برای تعیین عمر خستگی باقیمانده با استفاده از قانون ماینر
- معاینه غیر مخرب - بازرسی دندانه های چرخ دنده با بوروسکوپ، بازرسی ذرات نافذ رنگ یا مغناطیسی سطوح آهنگری در دسترس، و اندازه گیری ضخامت اولتراسونیک تارهای حامل
- بررسی روند تحلیل نفت - ارزیابی روند بلندمدت غلظت فلزات سایش و تعداد ذرات برای شناسایی اجزای نزدیک به پایان عمر خستگی سطحی آنها
- تعویض مولفه برق رسانی - جایگزینی انتخابی آهنگرهای با ساییدگی بالا مانند HSS و صندلی های یاتاقان آن در حالی که آهنگری های اصلی از نظر ساختاری سالم مانند چرخ دنده حلقه و حامل سیاره حفظ می شود.
پروژه هایی که از پروتکل های تمدید عمر ساختار یافته پیروی کرده اند، با موفقیت گیربکس های توربین را با فورجینگ های اصلی به کار گرفته اند. 5 تا 10 سال فراتر از عمر طراحی اولیه ، ایجاد درآمد از زیرساخت هایی که در غیر این صورت از رده خارج می شدند.
نشانه هایی که نشان می دهد فورجینگ گیربکس به پایان عمر خود نزدیک می شود
تشخیص علائم هشدار اولیه به اپراتورها این امکان را می دهد که به جای پاسخ به خرابی های ناگهانی، جایگزینی را به طور فعال برنامه ریزی کنند. شاخص های کلیدی عبارتند از:
- افزایش غلظت آهن (Fe) و کروم (Cr) در نمونه های روغن - مقادیر افزایش بیش از 5 پی پی ام در هر بازه نمونه برداری نشان دهنده تسریع سایش سطح دنده یا شفت است.
- باندهای فرکانس مش دنده در طیف ارتعاش - باندهای جانبی مدولاسیون دامنه در اطراف هارمونیک های توری چرخ دنده نشان دهنده آسیب دیدگی پروفیل دندان در اجزای دنده آهنگری است.
- خستگی قابل مشاهده سطح دندان در طول بازرسی بوروسکوپ - میکروپیتینگ که بیش از 10 درصد از ناحیه کناری دندان فعال را پوشش می دهد، معیاری برای جایگزینی برنامه ریزی شده در اکثر استانداردهای تعمیر و نگهداری گیربکس است.
- افزایش دمای کارکرد گیربکس - افزایش مداوم بیش از 5 درجه سانتیگراد بالاتر از خط پایه تاریخی در شرایط محیطی یکسان نشان دهنده بدتر شدن شرایط روانکاری یا اصطکاک داخلی ناشی از قطعات فرسوده است.
- صدای غیر عادی در حین کار - نویز از نوع ضربه در فرکانس چرخش شفت یا فرکانس مش دنده نشان دهنده بریدگی یا ریزش دندان در اجزای دنده آهنگری است







اخبار
همین الان به ما پیام دهید
-
ترمینال موبایل
-
لینک های سریع
محصولات درباره ما تجهیزات و ظرفیت کیفیت اخبار تماس با ما -
دسته بندی محصول
فورجینگ های انرژی برق آهنگری ماشین آلات کشتی و بندر آهنگری معدن و متالورژی فورجینگ ماشین آلات مواد غذایی و خوراک فورجینگ های صنعت پتروشیمی ساخت جوش قطعات تکمیل سفارشی -
تماس با ما
Mob.: 0878 7218 173-86+ Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: جاده جین فنگ شماره 21، پارک توسعه اقتصادی، منطقه دافنگ، شهر یانچنگ، جیانگ سو، چین
حق چاپ © 2025 Yancheng ACE Machinery Co., Ltd. تمامی حقوق محفوظ است.
تولید کننده فورجینگ قالب باز چین
تامین کننده آهنگری دقیق سفارشی
